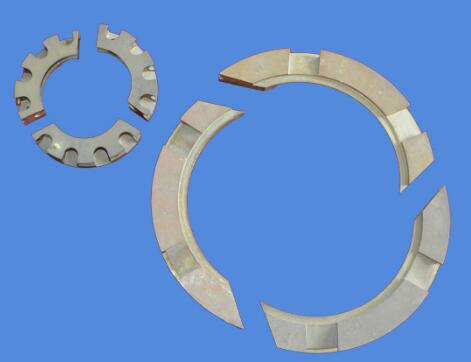
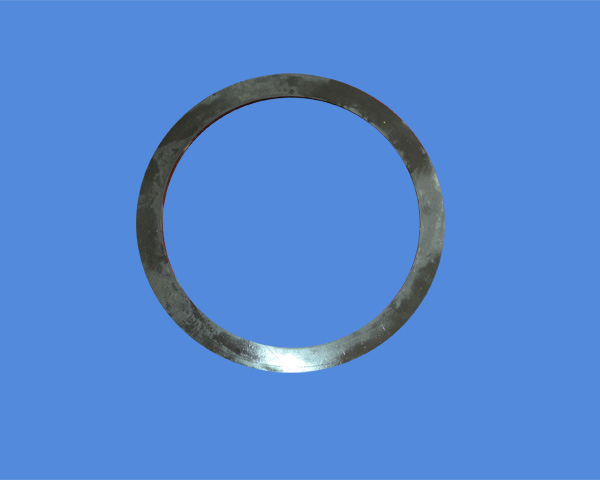
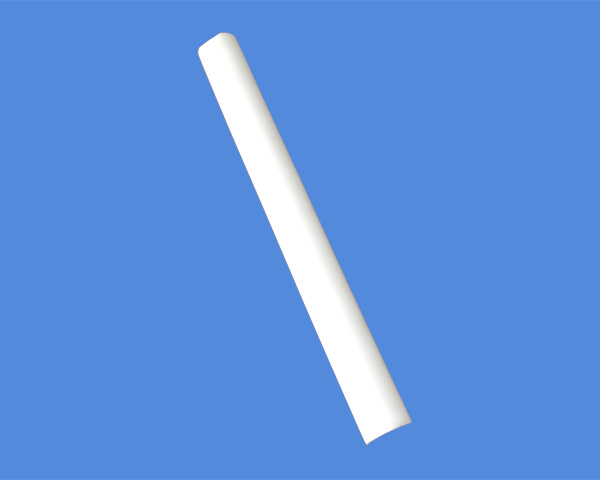
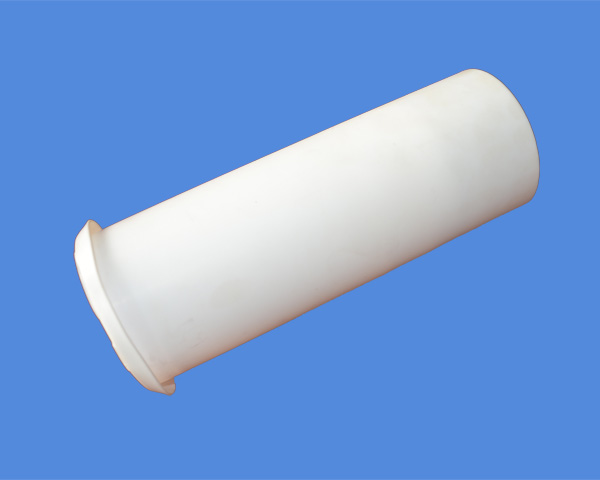
四氟制品的模压成型工艺是常用的方法,四氟制品模压成型可加工板、棒、套筒、胶带、密封环、隔膜及带有金属嵌件的零件等。
四氟制品模压成型方法基本上包括混料、预成型、烧结、冷却四步组成。预成型是将四氟制品PTFE粉末均匀加入模具内,在常温下加压成密实的预成型品(即毛坯);烧结是将预成型品加热到熔点以上,冷却是从烧结温度降到室温的过程。
有些四氟制品是在熔点温度以上一次加压而成,这种成型模具,叫做热压模,与此对应的PTFE的模具叫冷压模。
四氟制品模压时应注意压缩比(一殷PTFE为4-6)和成型收缩率(一般PTFE为2.6-4.5%)对制品的影响。
原料用悬浮法聚合树脂,粒径为20-500微米的松软细粉末压制过程中必须“放气”,预成型压力为17-35兆帕,保压时间根据毛坯厚度而定,如100毫米厚的毛坯,应保压15分钟。
烧结时应注意:升温速度可采用20-120℃/小时,制品越大,升温速度越慢,四氟制品悬浮法树脂烧结温度高些,为370-380℃,而分散法树脂烧结温度低些,360-370℃,烧结温度高,收缩率和气孔率随之增大,烧结时间应适当控制。
冷却,一般情况用慢速降温,速度为15-25℃/小时,在特殊情况时,如少数厚度小于5毫米的薄板或推压成型的薄壁管时,才用快速冷却。
有时四氟制品制品在100-120℃温度下,作4-6小时的退火处理。